

產品描述
1、將訂扣機放置在工作場地較為平坦的位置,逆時針轉動壓皮帶手柄,使壓帶裝置離軸抬高。
2、將皮帶扣(扣鼻在倒模板限位銷一側)并列插入釘板釘孔中,依次放置,皮帶扣放置總寬度小于輸送帶總寬度40-50 ( mm)。
3、按圖箭頭所示方向,將皮帶放入皮帶扣扣身中,推到皮帶與限位銷接觸為止,調整好皮帶兩側預留寬度。
4、順時針轉動皮帶手柄,使壓帶橫梁把皮帶壓緊在機架上(壓緊為止,不宜過緊,以免損壞壓梁螺絲)。
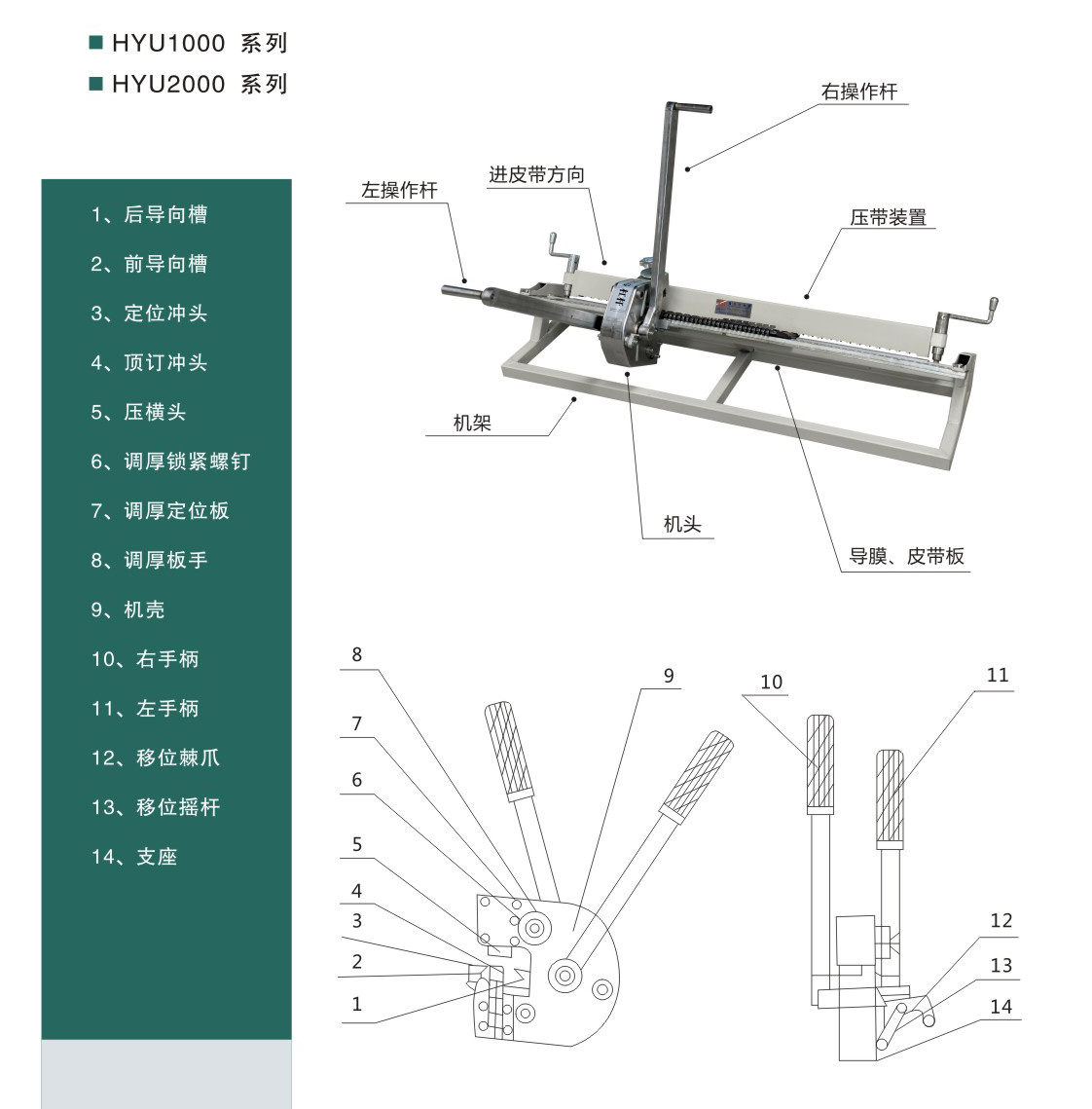
5、將左操作桿向后拉到下底點,右操作桿向前推至上頂點。壓住移位棘爪(件12)將機頭沿導向槽(件1、2)插入導模板。
6、前后搖動左操作桿一次,使爪復位,機頭處于正確工作位置。
7、松開調整鎖緊螺絲(件6),按箭頭指示方向轉動調厚板手(件8)至適合帶厚位置,擰緊調整鎖緊螺絲。
8、工作時,右手推住右操作桿不動,左手向后用力把左操作桿拉到后頂點重新回到前頂點;然后左手推住操作桿不動,右手向后用力把右操作桿拉到后頂點后重新回到前頂點,反復左右手的操作動作即可完成一個接頭的鉚接工作。
9、鉚接完成后,將左操作桿向后拉至下底點,右操作桿向前推到上頂點,壓住移位棘爪將機頭沿導向槽取下,松開壓梁把皮帶從訂扣機上取下,即完成一個接頭鉚接工作。
注意事項
■使用前,請打開機頭護板,在機頭內加注潤滑脂,導槽板上加潤滑油,檢查各部件是否運行正常,釘板孔內是否有異物。
■扣機使用后,請清掃釘板、潤滑油污垢,在導模板上加潤滑油防銹。
■定時打開機頭護板,向機頭內運行部位加潤滑油。
常見故障及處理方法
■鉚接后釘子不能貼緊在扣身 上,應調整帶厚扳手,按標牌指示向“薄”的方向調整。
■鉚接時工作力量太大, 鉚接后扣件嚴重變形,應調整帶厚扳手,按標牌指示向“厚”的方向調整。
■鉚接后釘子不平整, 釘子折斷,沖頭局部斷裂,須更換沖頭。
■上下沖模不能運動到預訂位置,內部機件彎曲或斷裂,須更換,撥打銷售人員電話,公司派專人維修。
■若出現機頭移動不暢,屬于導模板潤滑不良,請加注潤滑油,清理導軌。

")


在線留言