
.jpg")
HY T10雙桿訂扣機(jī)
概要:
HY T10雙桿訂扣機(jī)操作性能和使用壽命都大有提升,具有結(jié)構(gòu)牢固使用輕便,訂扣質(zhì)量好、換損率低、效率高等特點(diǎn)。操作簡單:推拉二個操作桿,即可完成一個帶扣的裝訂,并攜帶方便,機(jī)頭和機(jī)架可分開攜帶,成為井下理想訂扣工具。
關(guān)鍵詞:
HY T10雙桿訂扣機(jī)
所屬分類:
產(chǎn)品描述
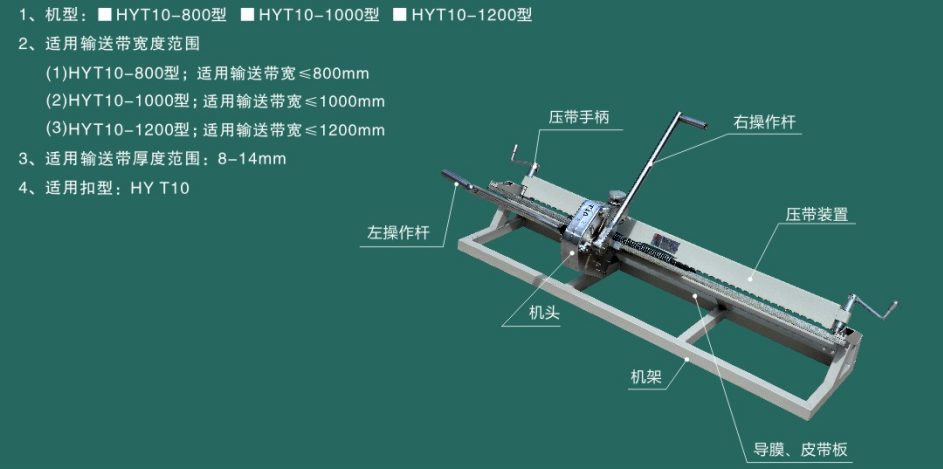
一、訂扣機(jī)機(jī)型及適用范圍
二、訂扣機(jī)操作步驟
1、將訂扣機(jī)放置在工作場地較為平坦位置,送時針轉(zhuǎn)動壓皮帶手柄,取出加力桿,用扁平--端插入壓帶扣板柄上抽出穿銷
2、將皮帶扣鉚釘插入釘板釘孔中,扣整兩側(cè)面卡在定位決定位槽中,依次放置。皮帶扣放置總寬度小于皮帶總寬度40-50(mm)。
3、按圖箭頭所示方向,將皮帶放入皮帶扣身中,至皮帶與定位塊接觸為止,調(diào)整好皮帶兩側(cè)預(yù)留寬度。
4、順時針轉(zhuǎn)動壓皮帶手柄,使壓帶模梁把皮帶壓聚在機(jī)架上(壓緊為止,不宣過緊,以免損壞壓帶手柄螺絲)。
5、根據(jù)所訂皮帶厚度,把帶原調(diào)節(jié)手輪向后拉,使防轉(zhuǎn)銷脫離手輪孔,按箭頭所示調(diào)整薄厚(推薦:皮帶厚座6-8(mm)放置順時針第二孔處,皮帶厚度9-12(mm)放置順時針第三孔處)。
6、右手向上推動加力桿到上頂點(diǎn),左手向后拉住走位手柄使定位銷脫離定位維面不松手,把機(jī)頭移向一端,松開走位手碼,讓定位錐銷自然落入第一個定位錐孔。
7、用力向下壓加力桿至下底點(diǎn),而后向上推至上質(zhì)點(diǎn)。重復(fù)6、7操作步聚徹接完全部帶扣。推薦:柳接時,在兩端中間各柳接一個皮帶扣,使皮帶與機(jī)體相對固定,以免受擠壓彎曲,造成對接困難
8、抽出穿銷,取下皮帶完成一個接頭錦接工作9、若皮帶寬度大于訂扣機(jī)一次裝夾有效工作寬度,需要二次續(xù)訂的,可參照上述操作方法進(jìn)行,但需要在鎮(zhèn)訂一螺預(yù)留2--3個帶扣空位,把已鉚接完成的皮帶扣放置到空位中,確保二次裝訂與一次裝訂皮帶扣間隔均勻,按上述方法可二次錦接。注量:1000型和1200型不具備二次續(xù)訂功能。
相關(guān)產(chǎn)品
力皮帶扣")
度皮帶扣(1000型)")
力皮帶扣")
力皮帶扣")
在線留言